
Если вы планируете полную покраску автомобиля, то внимание следует уделить и покраске хромированных деталей. Согласитесь, если кузов авто будет сверкать новым отполированным глянцем, а хромированные замки, ручки или молдинги останутся старыми, придать вашей машине по-настоящему привлекательный вид не удастся. А купить новые запчасти дорого, да и не всегда возможно найти подходящие.



Реставрация и повторная покраска потерявших привлекательный внешний вид хромированных деталей автомобиля – вот решение проблемы. Этот процесс может представлять собой погружение деталей в ванны для хромирования или формирование на хромированных элементах защитного покрытия из цинка.
Хромирующая покраска по-разному проводится для деталей, установленных снаружи и внутри автомобиля, так как первые больше подвергаются агрессивному влиянию среды. Часто хромированные элементы салона авто изнашиваются за счет частых тактильных контактов с руками водителя и пассажиров.
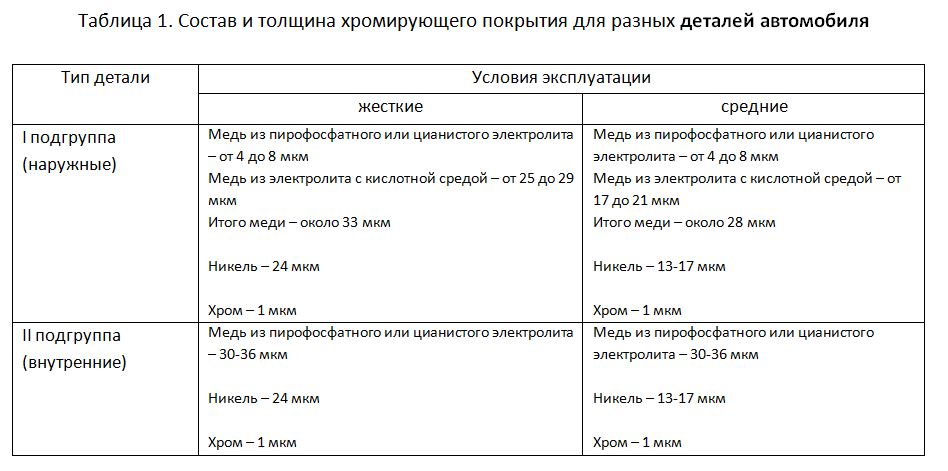
Таблица — состав и толщина хромирующего покрытия.
Примечание: если деталь очень часто трогают руками, толщину хромового покрытия увеличивают до 2-3 мкм.
Особенности технологии хромирования
Покраска деталей с целью придания им характерного серебряного блеска – технологически сложный процесс, поэтому по возможности рекомендуем воспользоваться услугами автомастерских, где в хром окрашивают ничуть не хуже, чем в заводских условиях. Если вы все же решили отреставрировать хромированные элементы автомобиля самостоятельно, обратите внимание на последовательность действий, приведенную ниже.
Зачеканка отверстий в деталях
На этом этапе требуется заделать все отверстия, имеющиеся в деталях, для которых предусмотрена покраска. Если этого не сделать, вокруг этих отверстий хром не ляжет. Зачеканка проводится при помощи свинца или другого материала, стойкого к воздействию хромовой кислоты.
Когда все отверстия будут изолированы, поверхность зачищают абразивным полотном №150 или 200.



Обустройство подвески
Монтировать подвеску следует таким образом, чтобы выдерживалось необходимое расстояние до анода. Если планируется хромирующая покраска сразу нескольких деталей, все они должны иметь равный доступ к аноду, иначе могут остаться непрокрашенные участки.
Обезжиривание
Если перед обычной покраской автомобиля обезжиривание поверхностей проходит при помощи растворителей и антисиликонов, то в случае с хромированием такой подход будет малоэффективен. Здесь проводят электрохимическое (щелочное) обезжиривание. Для того или иного металла предусматривается особый вариант электрохимического обезжиривания, поэтому нелишним будет изучить специальную литературу, где содержится необходимая информация. Неправильно выбранный метод может окончательно испортить поверхность, так что никакая покраска уже не сможет ее восстановить.
Декапирование
Декапирование – это процесс финишной очистки металлических поверхностей. Детали обрабатывают водным раствором хромового ангидрида и серной кислоты в пропорциях 100 г и 2-3 г на 1 литр воды соответственно. Процесс декапирования занимает от 30 до 90 секунд и проводится под действием тока плотностью 25-40 А/кв.дм и при температуре электролита в 55-60°С. Если элемент чугунный, то декапирование займет 25-30 секунд при плотности тока в 20-25 А/кв.дм.
Собственно хромирование



Вначале детали погружают в ванну без воздействия тока на 5-6 минут. После этого плотность тока устанавливают согласно технологическим требованиям. Для чугунных элементов организуют «толчок» тока в течение первых 3-5 минут хромирования, повышая плотность тока в 2-2.5 раза. Если в процессе электролиза происходят перебои в подаче тока, покрытие может отслоиться. Повторить процедуру можно будет только после анодного травления (30-40 секунд при 25-30 А/кв.дм).
Наибольшая эффективность хромирования достигается при использовании анодов из чистого свинца. Чаще всего свинцовые аноды изготавливаются плоскими или цилиндрическими. В отдельных случаях, когда элемент авто имеет сложную форму, соответственно ему изготавливается и анод.

Хромированные детали авто.
Деталь, подлежащая хромированию, должна отстоять от анода не более чем на 50 мм. Хромирующая ванна должна быть заполнена электролитом до уровня в 10-15 см от верхней кромки. При этом окрашиваемые элементы должны быть погружены в электролит на 5-8 см ниже его поверхности, но на 10-15 см выше днища ванны.
После хромирования детали промывают в холодной проточной воде, затем прогревают при 150-200°С в течение 2-3 часов.
Заключительный этап – шлифование абразивом Р60 – Р120 при четком контроле нагрева хромированной поверхности.
Сегодня большое распространение получил такой метод, как хромирование в саморегулирующемся электролите. При таком подходе хромовое покрытие получается исключительно износостойким. Однако в процессе хромирования следует соблюдать осторожность, так как электролит довольно агрессивно взаимодействует с металлом, растравливая его.
Ухаживают за хромированными деталями при помощи специальных паст и полиролей.



